路径预处理功能块的实现
参见 CNC14_PathPreprocessing.project 的安装目录中的示例项目 CODESYS 下面 ..\CODESYS SoftMotion\Examples。
该示例项目展示了如何实现新的路径预处理功能块。
路径预处理通常用于修改从 G 代码中读取的路径。这允许实现刀具半径校正或拐角平滑等功能。但是,也可以将特定计算机或应用程序的特定功能集成为路径预处理
有关路径预处理的更多信息,请参阅以下内容: 路径预处理和队列大小。
有关如何使用路径预处理功能块的示例,请参阅以下内容: CNC实例03:在线进行路径预处理。
限制切线变化
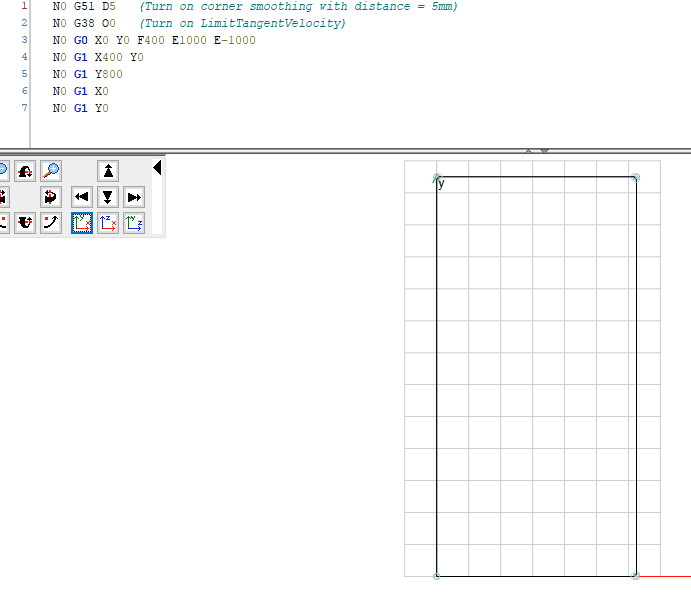
该示例显示了 2D 切割应用程序。应使用刀子沿着 G 代码定义的路径进行切割。这个 SMC_TRAFO_GantryCutter2 变换用于根据路径的当前切线来确定刀的角度。
挑战在于刀具不能旋转得太快,否则切口将不干净。在示例项目中,通过新创建的路径预处理功能块解决了刀具角速度的限制 LimitTangentVelocity。它改变路径上的进给速率,使切线的变化速度不超过可配置的最大值
G 代码是一个带有平滑边角的简单矩形。
 |
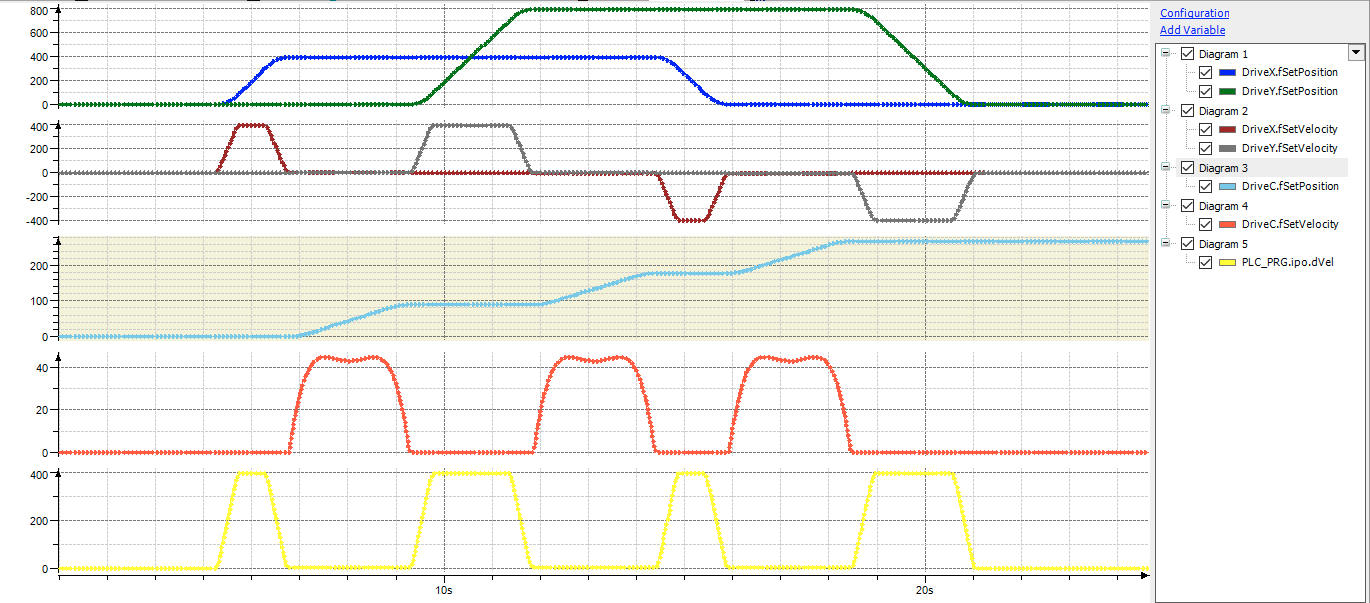
轨迹显示了执行结果:C 轴的速度以橙色显示,它对应于刀的旋转速度。按照规定,它限制为 45°/s。
 |
应用程序的结构
该结构是数控应用的典型结构。G 代码在后台任务中读取,路径预处理也在此处进行。插值是在总线任务中执行的
这个 LimitTangentVelocity 功能块显示路径预处理功能块的必要步骤和状态。
基本原理是函数块读取、处理,然后写入路径元素(类型 SMC_GEOINFO) 来自输入队列 (poqDataIn) 到输出队列 (poqDataOut)。元素将从输入队列中移除。
更改进给速率的逻辑位于第 102—138 行中。辅助功能 ComputeMaxCurvature 计算给定路径元素上可能出现的最大曲率。
// Our velocity limitation comes here. This modifies an element from the // input queue and copies the modified element to the output queue. // Finally, the element is removed from the input queue m_geo := pgeo^; // Copy the element // Note: the feature flags set in the G-Code with G38/G39 can be queried // by reading pgo^.dwFeatureFlags, like this: IF (SHR(m_geo.dwFeatureFlags, featureFlag) AND 1) = 1 THEN // feature is turned on ok := ComputeMaxCurvature(m_geo, kappa=> kappa_max); IF NOT ok THEN // Curvature cannot be computed m_state := STATE_ERROR; ErrorID := SMC_INVALID_PARAMETER; OnExit(); RETURN; END_IF // Compute maximum allowed path velocity based on maximum curvature // and maximum allowed angular velocity IF kappa_max = 0 THEN // No curvature, no limitation necessary vel := m_geo.dVel; ELSE vel := m_maxAngularVelocity_rad / kappa_max; END_IF IF velMin < 0 OR vel < velMin THEN velMin := vel; END_IF // Set new maximum velocity for the element m_geo.dVel := MIN(m_geo.dVel, vel); ELSE // feature is turned off END_IF
调试
生成应用程序并将其下载到控制器。
启动应用程序。
打开跟踪记录并将其下载到控制器。
写下值
TRUE到变量Path.bExecute和PLC_PRG.bStart。您可以在跟踪中跟踪 G 代码的处理情况。